
What if the very floor supporting your industrial operations is actually your facility’s most vulnerable point of failure? In high-stakes environments, a single corrosive spill can penetrate untreated concrete, leading to rapid structural degradation and expensive operational shutdowns. We understand that maintaining a high-performance chemical resistant floor coating UAE is about more than just aesthetics; it’s about protecting your core assets against aggressive substances and the region’s extreme thermal demands.
With the implementation of Dubai Law No. (3) of 2026 and the new Public Safety Law effective June 1, 2026, facility compliance is no longer a choice but a legal mandate. You likely recognize that professional-grade protection is essential for long-term reliability, yet finding the right technical balance remains a challenge. This article explores the specific technical requirements and climate-sensitive application standards required to ensure your facility meets these rigorous new safety benchmarks. We’ll examine resin selection, the impact of local humidity on curing cycles, and how expert application delivers a seamless finish that minimizes maintenance while maximizing durability.
Key Takeaways
- Identify why sectors like pharmaceuticals and food processing require high-performance barriers to preserve structural concrete integrity.
- Compare the technical advantages of epoxy versus polyurethane systems to ensure your flooring withstands specific organic acids and thermal shock.
- Navigate the challenges of extreme heat and coastal humidity by understanding how local climate conditions impact resin curing and adhesion.
- Utilize a strategic selection framework to determine the best chemical resistant floor coating UAE for your facility’s unique chemical exposure and immersion levels.
- Recognize the critical role of professional surface preparation, including diamond grinding and shot blasting, in preventing premature coating failure.
Understanding Chemical Resistant Floor Coatings in the UAE Industrial Landscape
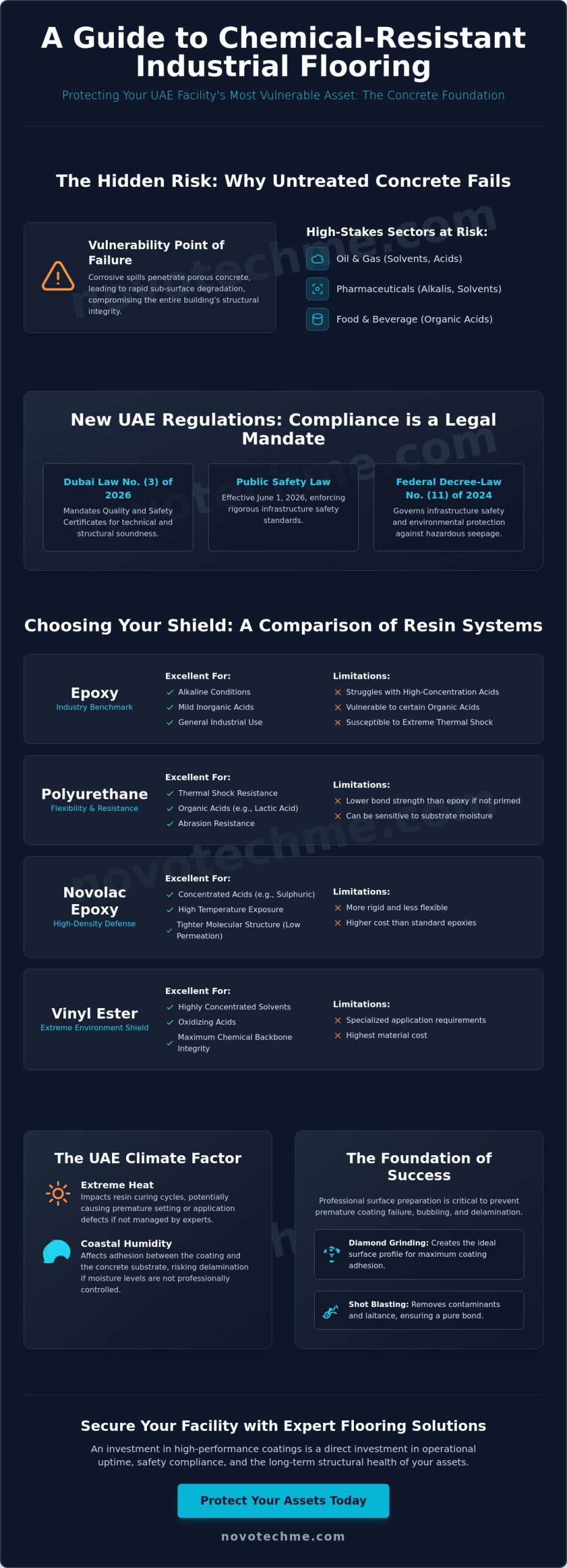
Industrial flooring in the UAE isn’t just a surface; it’s a critical component of a facility’s structural infrastructure. A chemical resistant floor coating UAE acts as a primary defense mechanism, designed to safeguard porous concrete from aggressive liquid agents. Without this high-performance barrier, corrosive substances migrate through the concrete matrix, leading to sub-surface degradation that compromises the entire building’s integrity. This protection is vital for sectors like Oil & Gas, Pharmaceuticals, and Food Processing, where exposure to solvents, alkalis, and organic acids is a daily operational reality.
Compliance has evolved from a best practice into a strict legal necessity. With the enforcement of Dubai Law No. (3) of 2026, industrial facilities must secure Quality and Safety Certificates to prove their technical and structural soundness. Alongside these regulations, the Public Safety Law effective June 1, 2026, and the Federal Decree-Law No. (11) of 2024 mandate rigorous standards for infrastructure safety and environmental protection. For healthcare organizations navigating these GCC-wide mandates, MMS Advisors offers specialized strategic consultancy to ensure operational and regulatory alignment. Our integrated approach ensures your chemical resistant floor coating UAE meets these federal and municipal requirements, effectively preventing hazardous seepage and environmental contamination.
Why Standard Epoxy Isn’t Enough
General-purpose coatings often fail when faced with high-concentration acids or extreme thermal cycles. While Epoxy resins are foundational to many flooring systems, industrial-grade chemical-resistant versions utilize specialized cross-linking agents to create a much tighter molecular structure. This density is crucial for managing permeation rates. If a coating allows chemicals to seep through at a microscopic level, the bond between the resin and the concrete will eventually fail. Choosing an inadequate specification leads to delamination and bubbling, leaving your facility’s foundation exposed to permanent damage.
Economic Impact of Flooring Failure
The cost of flooring failure extends far beyond the immediate surface repair. It encompasses interrupted operations, potential safety fines, and the accelerated degradation of the concrete asset itself. Investing in premium protective systems offers a superior long-term ROI by extending the maintenance cycle and ensuring zero downtime. We view industrial flooring as part of a total facility defense strategy. Just as your external structures require anti-corrosive paint uae to survive the humid coastal air, your floors need high-performance resins to survive chemical exposure. This comprehensive protection strategy preserves your capital investments for decades.
Comparing Coating Systems: Epoxy vs. Polyurethane and Specialized Resins
Selecting the optimal chemical resistant floor coating UAE involves a precise analysis of your facility’s operational profile. It’s a technical decision that goes beyond surface aesthetics. We categorize these systems based on their polymer structure and their ability to repel specific molecular threats. While standard epoxies provide a reliable barrier for general industrial use, specialized environments require a more sophisticated resin selection to prevent premature delamination.
Epoxy systems are the industry benchmark for environments exposed to alkalis and mild inorganic acids. They offer exceptional bonding strength to concrete substrates. However, when the concentration of chemicals increases or when organic acids are present, we look toward Novolac epoxies or Polyurethane (PU) systems. For the most extreme industrial conditions involving highly concentrated solvents or oxidizing acids, Vinyl Ester resins provide the necessary chemical backbone to maintain surface integrity. These materials aren’t interchangeable; the wrong choice can lead to rapid coating failure.
Choosing Based on pH Levels
The pH scale determines the chemical aggression of your environment. Standard epoxies excel in alkaline conditions, but they can struggle with concentrated sulphuric acid. In these scenarios, Novolac epoxies are the preferred choice. They feature a higher cross-linking density that resists the penetration of aggressive acids. In food-grade facilities, where lactic acid and fatty oils are common, PU systems often outperform epoxy. These systems are tested against rigorous ASTM testing standards to ensure they don’t degrade under prolonged exposure. Selecting the wrong resin type based on pH leads to softening or charring of the coating.
Thermal Shock and Mechanical Stress
Chemical resistance is only one variable in the durability equation. Industrial floors must also withstand mechanical stress from heavy machinery and rapid temperature fluctuations. PU systems are inherently more flexible than epoxy, allowing them to absorb thermal shock without cracking. This is vital in UAE facilities where indoor climates can vary significantly from outdoor ambient temperatures. If your operations involve heavy forklift traffic or high-impact loading, you need a system with high compressive strength. You can explore our detailed breakdown of high-traffic durability in our guide to epoxy floor coating uae. If you’re unsure which resin fits your operational load, we recommend a technical assessment to evaluate your specific site requirements.
Mechanical properties like abrasion resistance are equally critical. A floor that resists chemicals but wears down under foot traffic will eventually lose its protective barrier. We ensure that every system we install balances chemical inertness with the physical toughness required for 24/7 industrial operations. This integrated approach prevents the “micro-cracking” that allows chemicals to reach the underlying concrete.
The UAE Factor: Overcoming Heat and Humidity in Industrial Flooring
The environmental conditions in the Emirates present a unique set of challenges for high-performance resin systems. When ambient temperatures exceed 40°C, the “pot life” or working time of a chemical resistant floor coating UAE is drastically reduced. A resin that offers 45 minutes of application time in temperate climates can flash-cure in under 15 minutes during a Dubai summer. This requires exceptional logistical precision. Our teams operate with synchronized efficiency to ensure the material is mixed, placed, and leveled before the exothermic reaction accelerates beyond control.
Humidity is the second critical variable, particularly in coastal regions like Dubai and Abu Dhabi. High moisture levels in the air can lead to condensation on the concrete surface, often invisible to the naked eye. If a coating is applied over this microscopic moisture layer, it inevitably leads to osmotic blistering. This phenomenon occurs when moisture vapor pressure forces the coating away from the substrate, creating bubbles that eventually rupture and expose the concrete to chemical attack. Preventing this requires a rigorous technical approach to environmental monitoring.
Substrate Temperature Management
Air temperature is often a distraction; the concrete slab’s internal temperature is what truly dictates the success of a chemical resistant floor coating UAE. Concrete acts as a massive thermal heat sink, retaining high temperatures long after the sun sets. We utilize infrared thermometers and dew point meters to ensure the substrate is at least 3°C above the dew point before application begins. Adhering to NACE International standards, we conduct moisture vapor transmission tests to verify that the slab is ready for a non-porous resin barrier. This data-driven preparation is the only way to guarantee long-term adhesion in the Gulf’s climate.
Regional Standards and Material Selection
Materials formulated for North American or European markets frequently underperform in the Middle East because they aren’t engineered for extreme thermal expansion. We prioritize systems designed specifically for the regional climate profile. As specialized Terraco application specialists, we utilize high-performance resins that maintain their molecular stability even under intense heat. Sourcing from regional manufacturing centers also ensures we’re using “fresh” chemical stocks. Resins have a finite shelf life. By avoiding materials that have spent months in transit or uncontrolled storage, we ensure the chemical cross-linking occurs exactly as the engineers intended, resulting in a superior, high-density finish.
For critical infrastructure projects, we often implement climate-controlled application environments. Utilizing industrial chillers and dehumidifiers allows us to stabilize the site, ensuring the coating cures in a predictable, high-strength matrix. This level of environmental control is what separates a standard paint job from a true industrial-grade protective system.
Selection Criteria: Evaluating Your Facility’s Specific Exposure
Choosing a chemical resistant floor coating UAE requires a multi-faceted audit of your facility’s daily operations. We don’t simply look at a list of chemicals; we analyze how those substances behave within your specific environment. A systematic approach ensures that the resin matrix is engineered to handle the exact stressors it will face, preventing premature failure and ensuring compliance with the Dubai Building Code 2021. This selection process is about aligning material science with operational reality.
- Step 1: Chemical Identification: Precisely identify the primary chemicals and their maximum concentrations. A system that handles 10% hydrochloric acid may fail when exposed to a 30% concentration. We look at the full spectrum of substances, from raw materials to waste byproducts.
- Step 2: Exposure Duration: Determine if the floor faces occasional spillage or constant immersion. Secondary containment areas require significantly higher resin density and thickness than zones where spills are immediately remediated.
- Step 3: Cleaning Protocols: Assess your sanitation methods. High-pressure steam cleaning or the use of aggressive alkaline detergents can be as damaging to a coating as the industrial chemicals themselves. The system must withstand both the threat and the cure.
- Step 4: Safety vs. Maintenance: Balance the need for slip-resistant textures with the ease of cleaning. Highly textured floors provide essential safety in wet areas but can trap contaminants in pharmaceutical or food processing zones that require sterile conditions.
- Step 5: Aesthetic Integration: Consider light reflectivity and color coding. Light-colored coatings can reduce energy costs in large warehouses, while specific colors can demarcate hazardous zones or walkways for improved safety management.
Chemical Resistance Charts
Interpreting manufacturer data requires technical discernment. Most charts categorize results as “no effect,” “limited effect,” or “not recommended” based on standardized 24-hour spot tests. “Limited effect” often implies that the coating can withstand a spill if it’s cleaned within a specific window, whereas “no effect” suggests long-term resilience. If your facility utilizes rare chemical combinations or proprietary solvents, we recommend site-specific testing on sample coupons. This empirical data ensures your investment is backed by technical certainty rather than broad assumptions.
Safety and Anti-Static Requirements
In environments handling flammable solvents or sensitive electronics, chemical resistance must be integrated with anti-static (ESD) properties. These specialized systems utilize conductive additives to safely dissipate static charges while maintaining a high-density barrier against corrosive agents. Ensuring compliance with international safety standards for slip resistance is also paramount in wet processing areas where liquids are frequently present on the surface. If you require a precise evaluation of your facility’s needs, we suggest you request a technical flooring assessment to determine the exact resin specification for your operational load.
Professional Application Standards: The NovoTech Integrated Approach
With over 30 years of operational history in the UAE construction sector, we have refined a methodology that treats flooring as a technical system rather than a simple surface treatment. Our integrated approach to a chemical resistant floor coating UAE ensures that every phase, from the initial moisture assessment to the final curing cycle, is managed by a single point of responsibility. This project ownership model eliminates the communication gaps often found between material suppliers and application contractors, providing our clients with a predictable, high-performance outcome. We view ourselves as a strategic partner, extending your team’s technical depth to ensure long-term asset protection.
The Prep-First Philosophy
Industry data consistently indicates that 90% of coating failures originate from inadequate surface preparation. We address this by prioritizing the mechanical profile of the concrete substrate. Our teams utilize heavy-duty diamond grinding for precision leveling or shot blasting for deep-profile preparation, depending on the specific requirements of the resin system. This process effectively removes laitance, surface oils, and existing contaminants that would otherwise prevent the chemical resistant floor coating UAE from achieving a high-strength bond. Before the primary resin application, we meticulously repair structural cracks and expansion joints using specialized fillers to ensure a seamless, monolithic finish.
Our expertise extends beyond the facility floor. As specialists in exterior building painting dubai and advanced protective systems, we understand the holistic needs of industrial assets. This broad technical depth allows us to integrate floor protection with overall facility maintenance, ensuring that your building’s envelope and internal infrastructure are equally resilient against the UAE’s aggressive environmental factors. We don’t just apply paint; we engineer protective barriers that survive the region’s unique thermal and chemical stressors.
Quality Assurance and Long-Term Maintenance
Reliability is built through rigorous verification. Our technical teams conduct multi-layer inspections at every stage of the application process, verifying wet film thickness, environmental conditions, and adhesion strength. We don’t consider a project complete until it meets our internal benchmarks for technical excellence and complies with the latest Dubai building safety regulations. Following handover, we provide industrial clients with detailed long-term maintenance schedules. These protocols help identify potential wear patterns early, allowing for minor remediations that prevent major operational disruptions or expensive future repairs.
We invite facility managers and engineers to leverage our technical depth for their next project. Contact NovoTech for a technical consultation on your industrial flooring needs.
Secure Your Industrial Infrastructure with Technical Excellence
Ensuring the longevity of your facility requires more than just a surface treatment; it demands a synergy between advanced polymer science and rigorous application standards. We’ve seen that the right chemical resistant floor coating UAE must be selected based on precise pH exposure and the region’s intense thermal cycles. By prioritizing mechanical surface preparation and environmental monitoring, you mitigate the risks of structural corrosion and operational downtime. Our integrated approach provides the technical certainty needed to comply with the latest UAE safety mandates while protecting your long-term capital investments.
As an authorized Terraco applicator with over 30 years of UAE experience, we specialize in extreme climate protection for the most demanding industrial environments. Our technical teams are ready to evaluate your site’s specific chemical stressors and provide a customized resin solution that stands the test of time. Take the first step toward a resilient facility by reaching out to our experts today. Request a Professional Site Inspection & Quote to safeguard your assets with a partner you can trust. We look forward to reinforcing the foundation of your success.
Frequently Asked Questions
What is the difference between chemical resistant epoxy and standard epoxy?
Chemical resistant epoxy utilizes specialized resins, such as Novolac, which feature a higher cross-linking density than standard systems. While standard epoxy provides excellent abrasion resistance for general traffic, it lacks the molecular tightness required to repel concentrated acids or aggressive solvents. These specialized coatings prevent chemicals from penetrating the resin matrix, ensuring the underlying concrete remains protected from sub-surface structural damage and long-term degradation.
How long does a chemical resistant floor coating last in a UAE industrial setting?
A high-quality chemical resistant floor coating UAE typically maintains its integrity for 5 to 10 years in heavy industrial environments. This lifespan depends heavily on the concentration of chemical exposure and the frequency of thermal shock. Implementing a structured maintenance schedule and addressing spills immediately will extend the system’s durability, ensuring it remains compliant with Dubai building safety standards for several years of continuous operation.
Can chemical resistant coatings be applied over existing damaged concrete?
Yes, these coatings can be applied over damaged concrete, but only after rigorous mechanical preparation. We use diamond grinding or shot blasting to remove contaminated layers and expose a sound, porous surface. Any structural cracks or spalled joints are repaired with high-strength resin mortars before the primary coating is applied. This creates a stable foundation that ensures the new chemical barrier adheres correctly to the substrate without risk of delamination.
How much downtime should I expect for a professional floor coating installation in Dubai?
You should typically expect a downtime of 3 to 5 days for a standard industrial installation. This timeline includes the mechanical preparation of the concrete, the application of multi-layer primer and resin systems, and the necessary curing window. While the surface might be touch-dry within 24 hours, full chemical resistance often requires a 48 to 72-hour curing period to achieve maximum molecular cross-linking and durability.
Are these coatings resistant to high-pressure steam cleaning and thermal shock?
Standard epoxy coatings are often susceptible to failure under thermal shock, but specialized polyurethane systems are engineered for these conditions. Polyurethane resins possess a degree of flexibility that allows the floor to expand and contract during high-pressure steam cleaning. If your facility requires frequent hot-water washdowns, we specify a system with high thermal stability to prevent the cracking or bubbling that occurs with more rigid materials.
What is the best coating for a pharmaceutical facility in the UAE?
Pharmaceutical facilities require seamless, high-density systems that prioritize hygiene and chemical inertness. We typically recommend specialized epoxy or polyurethane coatings that offer antimicrobial properties and resist aggressive sterilization agents. These systems must be easy to clean and crack-free to comply with the Dubai Building Code’s requirements for non-absorbent and non-toxic surfaces in sensitive manufacturing zones where contamination control is a critical priority.
Do you provide anti-static properties along with chemical resistance?
We provide integrated anti-static (ESD) solutions that combine chemical resistance with electrical conductivity. These systems utilize specialized conductive additives within the resin matrix to safely dissipate static charges. This is essential for facilities handling flammable solvents or sensitive electronic components, ensuring that your floor meets both safety and protective requirements without compromising on its ability to repel corrosive substances or industrial acids.
How does the UAE humidity affect the installation of industrial floor coatings?
High humidity in the UAE can lead to moisture condensation on the substrate, which risks causing osmotic blistering. We manage this by utilizing dew point meters and infrared thermometers to ensure the concrete temperature is at least 3°C above the dew point before application. This technical precision prevents moisture from being trapped beneath the resin, ensuring a secure bond and long-term coating integrity even in challenging coastal environments.









